熱門搜索:
歡迎您來到佛山市匯誠盛機械設備有限公司官網
手機號碼
文經理:186-8821-8156
微信號:wenxinai1688
總部服務熱線
0757-8258 0269
<u id="fn40d"></u>
文經理:186-8821-8156
微信號:wenxinai1688
0757-8258 0269
")
熱門搜索:
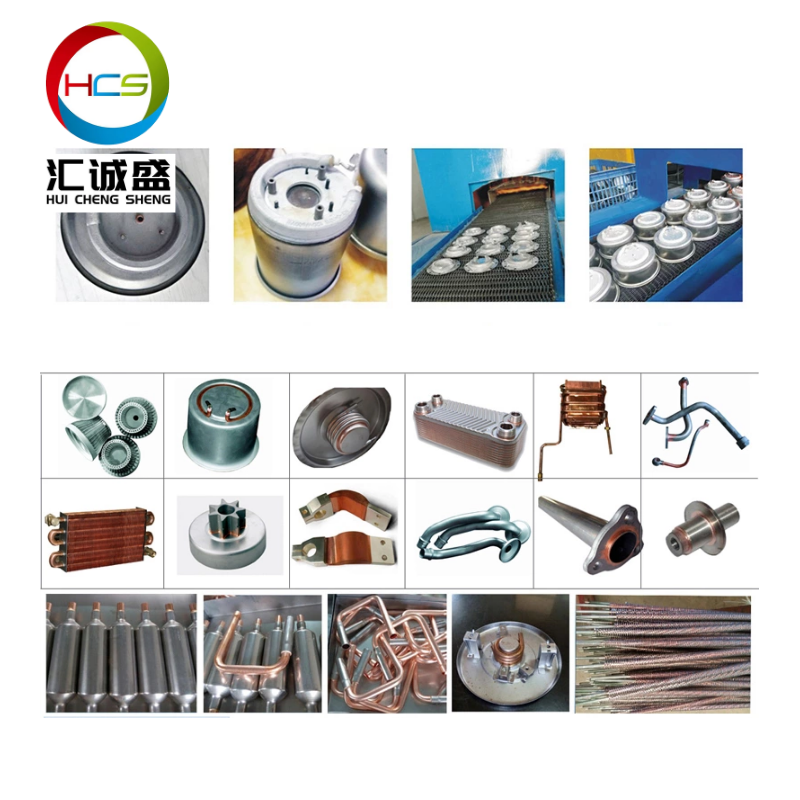
連續(xù)爐釬焊金剛石孔鉆的工藝研究
作者:王加育
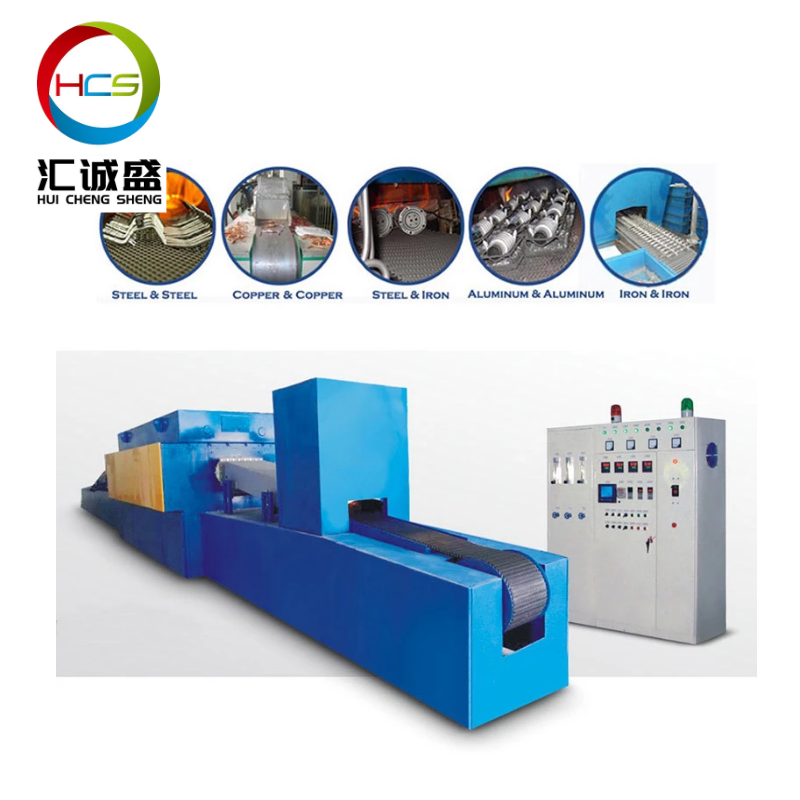
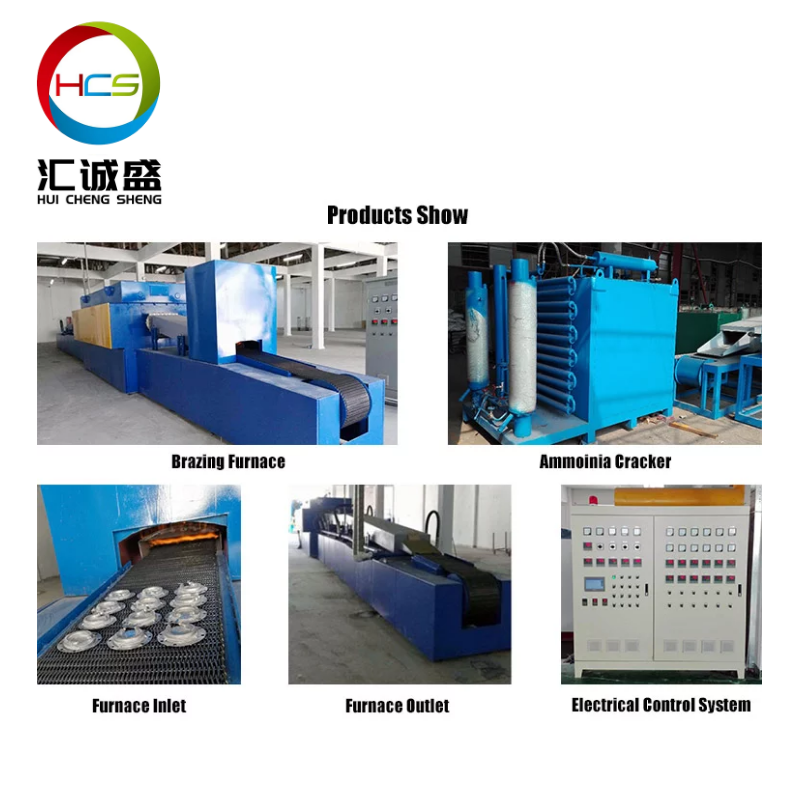
摘要:釬焊金剛石工具的性能優(yōu)勢已被近年的研究所證明,相比燒結和電鍍工藝,釬焊后磨粒結合強度高,這一特征使得磨粒出露較高,容屑空間較大成為可能,因此釬焊金剛石工具具有其他工藝下金剛石工具無可比擬的優(yōu)勢:較高的加工效率、較長的使用壽命、較高的磨料的利用率等[1-6]。目前工業(yè)生產中對釬焊金剛石工具的需求不斷擴大,但是很少有單位能夠將金剛石工具的制備進行產業(yè)化的,因此提高釬焊金剛石工具的生產效率就成為了一個重要的課題。本文針對這一市場需求,對比分析已經成熟應用于批量生產的釬焊金剛石工具的真空釬焊工藝,提出利用網帶連續(xù)式隧道釬焊生產線進行釬焊金剛石孔鉆的規(guī)模化生產,圍繞網帶爐的加熱工藝(如各區(qū)加熱溫度,網帶速度等),對釬焊金剛石工具微觀組織和切削性能的影響機理開展了深入的基礎研究工作。本文的爐中釬焊試驗是在宿遷某工具公司完成的,以該設備日常對小尺寸工件進行熱處理的網帶速度為試驗中的網帶速度,根據釬料和金剛石的特性,設計8組對應不同工藝參數的試驗,并使用熱電偶測量其中一組試驗中釬焊區(qū)域表面某點在釬焊過程中的溫度曲線。隨后對各組實驗獲得的試樣進行金相組織觀察以及加工性能試驗,分析釬焊工藝參數的變化對釬焊質量的影響。最后結果表明當網帶速度為110mm/min時,釬焊溫度為1080℃左右時,所獲得的釬焊金剛石孔鉆的釬焊質量高,加工性能好。本文研究網帶爐連續(xù)釬焊工藝的方法是實驗與數值模擬相結合。通過分析網帶爐釬焊金剛石工具的工藝條件,排除一些次要影響因素,建立起釬焊金剛石孔鉆爐中釬焊的三維傳熱模型,然后在ANSYS中,計算出該模型中,與實測點相同位置的熱循環(huán)曲線,對比分析實測溫度曲線與模擬出的溫度曲線,根據吻合情況不斷優(yōu)化建立的數值模型,直至兩條曲線能夠很好的吻合。最后運用該模型仿真試樣在八組工藝下的八條熱循環(huán)曲線,對比分析溫度曲線反應的加熱工藝,結合加工性能試驗和微觀形貌的觀察,分析性能差異的原因。在上述基礎上,結合運用仿真和試驗,尋求效率更高的工藝參數(更快的網帶速率,更高的各區(qū)溫度)。本文還通過對比分析真空爐釬焊孔鉆和網帶爐釬焊孔鉆,探討了網帶爐釬焊工藝對金剛石工具微觀組織和加工性能的影響。收起
關鍵詞:大批量生產;釬焊金剛石孔鉆;網帶爐;數值仿真
爐釬焊")
")
公司信息
佛山市匯誠盛機械設備有限公司 版權所有 仿冒必究旺鋪二維碼
微信二維碼
 186-8821-8156
186-8821-8156